
Sump Pump Control Panel
Sump control for cooling section of a large air handling unit used to cool data center modules.
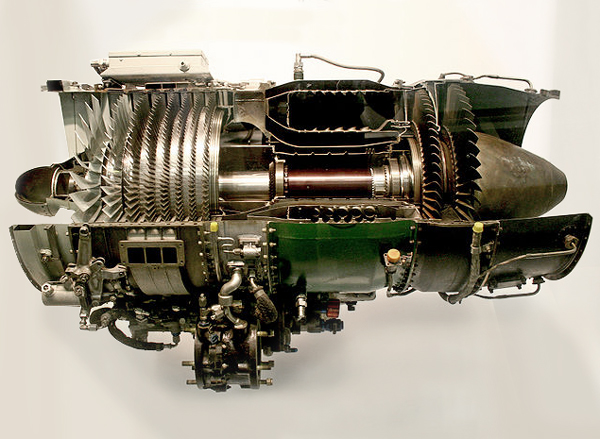
AEROSPACE AND CHEMICAL PROCESSING
Photo By Sanjay Acharya
Executive Summary:
In 2011 Kredit Automation was contracted to upgrade the controls on a system with two important processes: Fluoride Ion Cleaning and Chemical Vapor Deposition. This important revenue generating system had a robust Allen Bradley PLC-5 based core design, but fifteen years of continuous use was starting to manifest increasing maintenance and repair incidents and downtime. It also was married to a very early version of RSBatch that had not been updated or maintained. The HMI was an antique and would take the system down if it failed. The customer wanted to update the hardware and move the RSBatch functionality into the PLC and HMI. Microsoft Access was used to hold recipes and do some error checking and revision control that leveraged core strengths of a database to reduce error. The customer also wanted better screens leveraging years of experience with what was helpful and important to the operator. The new HMI screens were so successful that they also became the core training tool for new operators.
Project Details
Gas turbines require regular overhaul to ensure optimum performance and efficiency. Hot section engine components are subject to damage and deterioration from sulphidation, oxidation, corrosion, fatigue and foreign object damage.
Hydrogen Fluoride Ion Cleaning, also known as Fluoride Ion Cleaning (FIC), has been proven to be a highly effective process for the removal of deeply embedded oxides from superalloys containing significant amounts of aluminum and titanium. Turbine repairs require the addition of new material applied by welding and brazing. The FIC cleaning process is the best cleaning process for the removal of deeply imbedded oxides prior to weld or braze repair.
Diffusion coatings improve the high temperature durability of superalloys by providing a thin adherent oxide layer for oxidation protection of the parent alloy. The most advanced method of coating is to produce the elements to be applied inside the coating chamber by reacting donor material with halide forming gasses and controlling the rate of deposition by adjusting the temperature and gas flow rates over or through the work piece.
A primary goal of the project was to make the control system more amenable to troubleshooting and modification. One important way this was accomplished was by rewriting the PLC-5 program and by scrapping a batch control software supervisory controller and replacing it with PLC sequencers and a simple Microsoft Access database. The database allows recipes to be constructed that consist of process steps such as “Argon Heatup”, “FIC Clean”, and “Cooldown”. Prior to this project the batch control system was too hard to work on and it was also difficult to find outside people that could help with it. The new PLC program was carefully structured and commented to make it much easier for anyone new to the system to understand how it works.
Another way the system was made more amenable to troubleshooting and modification was by eliminating unused features and process functionality in the new program. The OEM had provided a program that was used for multiple product lines. Some of the features and functionality were not part of the particular system at this site. The program was difficult to understand and was not well commented. This combined with the need to deal with the batch control software made the system a bear to work on. In fact just adding new process steps or recipes was not simple. By rewriting all the software to precisely match the actual installation the new control system was much easier to understand and use. The 15 year old operator interface was replaced with a new one created using Rockwell FactoryTalk SE. The screen designers took advantage of improvements in software and screen design practices to dramatically improve the usability of the interface, particularly for new operators. The customer reported that the new operator interface was used not just to train people how to operate the process, but was also the primary tool used to explain how the process itself worked.

PanelView Upgrade
We recently upgraded a customer’s almost illegible PanelView 600 to a PanelView Plus 1000 compact with a bright color display. The new display is easy to read and operator friendly! This PanelView is connected to a SLC 5/03 processor that is controlling a vacuum furnace.

INDUSTRIAL WASTEWATER TREATMENT SUPERFUND SITE
Executive Summary:
Kredit Automation & Controls did a retrofit to upgrade the controller and operator interface at the Indian Bend Wash area superfund site. This is a treatment facility that removes volatile organic compounds from contaminated groundwater. KAC improved the control by upgrading the feedback control loop maintaining the level in the main collection tank. The overall reliability and maintainability was improved by upgrading to the latest PLC technology offered by Rockwell Automation (Allen-Bradley). Operator control was improved by providing a new and greatly enhanced operator interface.
Project Details:
In the 1960’s it was common for companies to dump industrial solvents directly into the ground and into dry wells. In 1981 volatile organic compounds were discovered in a widespread area of groundwater in Scottsdale, Arizona. Trichloroethylene (TCE), tetrachloroethylene (PCE), and chloroform are notable culprits. The Indian Bend Wash area was declared a Superfund cleanup site in 1983.
Contaminated water is pumped up at several wells and delivered to a holding tank. When the water is pumped out of the holding tank for treatment a constant flow of Hydrogen Peroxide is added. The water is pumped at a controlled rate through an Ultraviolet Oxidation (UV OX) system that shines very high wattage ultraviolet light (60 kW) on the fluid. The UV OX system is designed with a maximum surface area to expose the fluid to as much energy as possible. The combination of the peroxide and UV does about 75% of the job of breaking up the organic poisons. The water is then sent through an aeration stripper system that removes the remaining organics from the water. Polyphosphate is added before it enters the stripper to act as an anti-scaling agent. The water is then returned to the ground. A recirculation mode returns the water from the stripper to the holding tank under certain conditions, notably when the UV OX is warming up or the system is in a controlled shutdown. Air from the stripper is passed through activated charcoal filtering units to remove solvents that were stripped from the water before the air is released.

3000 Ton Aluminum Extrusion Press
Customer: Alcoa Engineered Products – PIMALCO plant
Machine: 3000 Ton Sutton Aluminum Extrusion Press
Work Completed:
• Allen-Bradley PLC2 to ControlLogix upgrade for all press, material handling, die change and billet loading controls. Rockwell Automation RSView32 Operator Interface with touchscreen
• Improved energy performance through refined and flexible pump stroke control
• Expanded range of closed loop speed control through and enhanced, integrated PID control
• Fast, flexible setup with enhanced optional manual operation due to an integrated HMI touchscreen
• Extrusion press operator productivity enhanced and training time reduced through an intuitive, functional, and accessible extrusion press controls
• DeviceNet nodes ensure easily maintained wiring
• Maintenance and calibration complexity reduced by moving some ancillary functions into the PLC and HMI based extrusion press controls, including heater, die slide, scrap aluminum removal, pressure recording and finished part material handling
• New Allen-Bradley ControlLogix platform enables future enterprise integration to the corporate ERP system

EXTRUSION PRESS CONTROL SYSTEM RETROFIT
Executive Summary:
Kredit Automation has done over a dozen aluminum extrusion press control system retrofits. Extrusion presses last for decades and periodically need a new control system. Protection against obsolesce and parts unavailability are always motivating factors. Sometimes the owner also wants to make changes to the controller programs and operator screens. And newer technology can be leveraged for performance and features. Ethernet connectivity opens up doors to enterprise integration. All these factored into the retrofit described in this case study. But the owner had put off doing a retrofit for years because they couldn’t accept days of lost production. Kredit agreed to get everything ready and do the install and startup over a weekend. The press was taken out of production Friday afternoon and was back in production Monday morning. In this particular retrofit the PLC program logic was not re-written but was converted from PLC-5 to ControlLogix. But in the majority of the retrofits the program is re-written to allow features and improvements that meet the current owner’s needs and take advantage of new technology and connectivity.
Project Details:
The customer owns and runs just two extrusion presses. The retrofit was done on their Sutton 2500 ton press. They run soft alloy and most of the customers are in architectural industries such as door frames. Lost production has an immediate impact on their bottom line. This had caused them to continually put off a retrofit even though they wanted to do it. Kredit Automation agreed to a weekend startup and so the owners decided to go ahead with this important project based on the expectation that production loss would be minimal. This required an unusual level of preparation. Fortunately things went well and no unexpected problems arose.
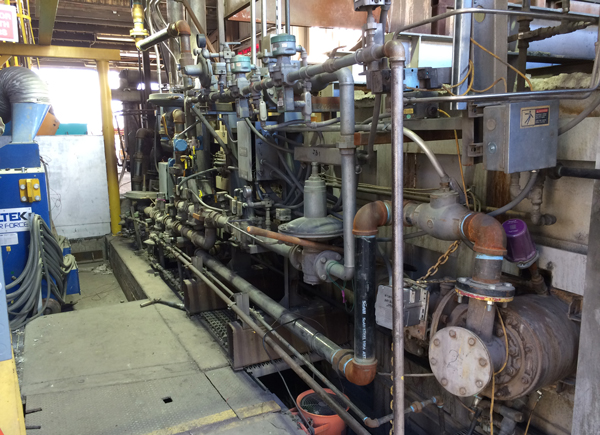
This press is somewhat unusual in that it has electric pump control instead of hydraulic pump controls. The speed control is done by adjusting pump speed with a VFD instead of adjusting pump stroke. Sutton did not produce many of these presses. Because hydraulic pumps still draw significant amps when running idle, using electric pumps saves significant energy. Other benefits include decreased oil volume, easier maintenance of the main cylinder and the hydraulic units, and decreased oil leakage. Interestingly this design didn’t catch on when this press was developed but a literature search shows increasing R&D in this area today, especially by Ube. Knowledgeable readers will notice the difference in the pump skid in the photo with other Sutton presses.
Usually we completely re-write the PLC program when we retrofit a control system for a press. We create well-structured, well-commented modules of code that are easy to troubleshoot and modify. The idea is to make the system amenable to integration and friendly to work on. But this particular retrofit was different because minimizing downtime took priority over some of the benefits of a new program. Because we were changing from an older Allen-Bradley controller (PLC-5) to a new one (ControlLogix) most of the program could be reused. Our engineer very carefully attended to the occasional instances where the old instructions or logic had to be changed. We obviously always try to make a program work right when it’s developed but in this case exceptional effort was made to achieve error-free conversion and mentally debug the occasional instances of new logic. The resulting program was in fact error-free. Some adjustments to timers and other settings were required but the logic worked flawlessly. This helped offset some time lost on some other minor challenges and issues that arose
Among those issues that came up on the weekend startup were routine challenges with the new Profibus communication card as well as some issues with drivers and configurations for the Siemens drives that run the pumps. The technology for integrating these drives had improved substantially since the last control system. Along with those benefits the requirements to get it all working had also increased. But these issues were not too bad and were dealt with fairly quickly. The result was a much better interface to the drives. One of the important benefits was the ability to do a remote fault reset. In the old system a maintenance tech had to open up the cabinet and do a multistep reset procedure, often more than once. This was disruptive and arguably dangerous. With the new interface we had full access to all drive controls and parameters which will allow future features such as amps display.
Although the PLC logic was not substantially changed, the operator interface was completely redone. The previous HMI was used as a guide, but we had a much bigger screen and much improved development software to work with. We took the opportunity to create a much better HMI with snappier screens that are more functional and responsive. Often sections of two or more screens were consolidated but we still reduced clutter and achieved a clean, functional design. Rockwell FactoryTalk SE was used on this project.
One significant change to the system was creating a new recipe system. A simple Access database was used and was integrated into the HMI to make it appear to be part of the HMI. The old recipe system had failed and no one could work on it. The new recipe system is cleaner and simpler and is built on a technology (Microsoft Office) that is standard off the shelf and simple to use.
One of the benefits of these new systems going forward is being on Ethernet. EtherNet/IP is an industrial Ethernet network that combines standard Ethernet technologies with the media-independent Common Industrial Protocol or "CIP." Because it is fully compatible with standard Ethernet it facilitates a connected enterprise. Many of our customers have started moving in this direction as an important early step in standardization aimed at improving information flow and plant productivity.

EMERGENCY CONTROL SYSTEM REPLACEMENT
Executive Summary:
A fire destroyed the entire control system for the melting and holding furnaces at the cast house plant of an aluminum extruder. Panels, controllers, terminations, operator interfaces…everything destroyed. Production halted. The plant needed a new control system ASAP. Kredit Automation and Controls was asked to help make it happen. The relationship goes back more than twenty years and Kredit Automation is a crucial, strategic vendor for this plant. Kredit redeployed resources and immediately started designing a panel, developing a control system and leading the customer and the other contractors on wiring, instrumentation and installation. In less than a month, with the guidance and consultation of combustion experts from CEC Combustion Safety, the plant was melting and casting again. This required a level of responsiveness, flexibility and versatility that no vendor can match.
Project Details:
On an otherwise normal production morning a gas leak caused a fire that destroyed the control room of the melting and holding furnaces. Fortunately no one was in the room and no one in the area got hurt. But the control panels and operator stations were obliterated and the cast house production ceased. The daily revenue losses were huge. This was as bad as a situation could be short of serious injury or death. Fortunately, the two furnaces themselves were not severely damaged and could be run after some repairs to valves and other instruments—but only after a complete new control system was created and a large amount of rewiring was done. The entire gas train on the melter had to be replaced and the holding furnace had to be completely rewired.
Kredit Automation was called immediately and asked to help. There was no time for bids or engineering studies…this system had to be put back into operation as soon as possible. Normal engineering lead times would be far too long and had to be avoided.
Significant challenges loomed:
• Old, incomplete prints that weren’t correct and had mixed up line sheets and drawings from prior revisions and other models produced by the OEM. Some were just lost.
• Damaged field devices and instruments such as the gas and air valves and transmitters that had to be replaced fast. The entire gas train on the melting furnace had to be replaced. Other instruments needed upgrades for compatibility.
• Damaged and aging wire throughout the system. Damaged raceways and conduits that had to be replaced. A major rewire job was required. In the case of the holding furnace it was a complete rewire job.
• No PLC program for one unit and a very arcane and uncommented program for the other. The program was deemed unusable…too risky to waste time trying to glean information from it in the compressed time frame. New programs had to be written. But first the correct combustion control strategy had to be designed.
Kredit began immediately with all available resources and some resources that were diverted for this emergency. With focused effort and careful study on site, the challenges from missing and incorrect drawings and documentation were overcome. We started creating drawings within days. A new panel was produced that included a ControlLogix L17S safety controller. Research on combustion control strategies was successfully done to obtain a cascade PID loop control strategy that could be adapted to this system. These control strategies were adopted and applied to the development of the new combustion control system programs within days. New operator interfaces with graphic screens were created in a Rockwell PanelView Plus operator station.
As one might expect, many issues arose around wiring, reconstruction, and instrumentation. Initially other contractors were responsible for these tasks. It became apparent that some leadership and help were needed in various areas and Kredit Automation soon took a lead role in supervising and helping with a lot of the work needed to get things done. This was not initially forecast but became a necessity and was well received by the customer.
In summary, a working pair of melting and holding furnaces were rewired, re-instrumented and reprogrammed, and restarted in just a few weeks to get a grateful customer back in production. This is the caliber of automation professionals that will be working on your projects and the kind of dedication you can expect from Kredit Automation and Controls.

BATCH PROCESSING AND BUILDING MATERIALS MIXING
Executive Summary:
Kredit Automation was contracted to retrofit the PLC and HMI (and the software programs for both) on a batch process that combines solid and liquid materials from silos and tanks to produce building envelope solutions and coating systems for building construction, maintenance and restoration. The original control program had a fundamental flaw: it was designed to do just one batch at a time, meaning that one batch had to run to completion before another could be started. But there were two main mixers, so this limitation squandered opportunities to optimize production. Kredit wrote a new program that achieved an unusually large improvement in production for a program change. The new program ran separate, concurrent batches for each mixer. The two batches ran the two mixers independently and each batch took advantage of opportunities to add ingredients to its mixer from a tank or silo when the other batch was not using those items. The result was a 40% increase in the number of batches that could be run in a day.
Project Details:
The customer is an innovative leader and producer of a broad range of cladding, air and moisture barriers and coating systems for building construction, maintenance, and restoration. These versatile solutions are well regarded in the marketplace and the customer was eager to increase production.
For example one product line is a set of air and moisture barrier systems that is engineered to create a waterproof air barrier membrane in wall construction. This fluid-applied waterproof air barrier protects the backup assembly and thus provides significant protection against moisture intrusion and air leakage. This results in significant energy savings in hot and cold climates. Over a million “buckets” of the various products are sold per year. This retrofit project was done at a time when any increase production went straight to the bottom line.
The customer had attempted to “modify” the PLC-5 program to stop waiting for one batch to finish before starting another. These attempts were futile. For one thing, a database with formulas and materials was a major component of the control. There was also scripting code in the HMI. It wasn’t that the system didn’t work; it was just complex and had a fundamental design limitation. It was eventually concluded that only a complete redesign of the control system application would make sense.
The Allen Bradley PLC-5 was replaced with a ControlLogix but the I/O cards and field wiring were left in place. The PLC-5 was removed from its chassis and replaced with a communication module. Thus the PLC chassis was turned into a remote I/O rack (actually two logical racks in one large physical rack). The new ControlLogix chassis with a new PLC was added into the panel. A new PC with the latest Rockwell Software HMI became the new operator interface. (Some auxiliary PanelViews were retained until subsequent projects updated them.) The main thing was a new PLC program was written to allow two batches to run at the same time. Each batch had to wait sometimes for a silo or tank to become unused, and so production was not doubled. But it was significantly increased, by as much as 40% depending on what was being produced that day.
A couple of other innovative simplifications were made. One was the interface to the enterprise IBM mainframe. The mainframe sends orders to the batch system. Rather than use a middleware solution, a simple technique was devised which worked flawlessly. It was realized that for purposes of telling the control system what to make, an order is a relatively simple thing that could be distilled to one line of comma separated items. The system devised was the mainframe sends an order to the control system simply by placing a text file into a specified folder on the PC running the HMI. This file contains the order specified by one line of text consisting of six field values separated by commas. The Rockwell software HMI has an events engine as a standard feature. An event was configured to run every 60 sec to look in the folder for a new order (which is just a text file). If it sees a file, it calls a VBA script. A Microsoft VBA engine is also part of the standard feature set of the HMI so the HMI software does not require any extensions or add-ons to use VBA. The VBA script called when a file was found opened the file, processed the order by doing some formula processing and error checking (also in VBA) and then populating various PLC registers. This VBA code is not trivial and in fact it is fairly complex in stretches, but a crucial point to understand is that it is part of the HMI and travels with the application to a new machine with no extra setup. The HMI software can be installed on a new computer and the application (including the VBA) will run without any extra setup steps needed. The VBA code is in one container and is well commented so it is amenable to being found, understood, and modified. The customer’s project manager reported being able to make a change to the VBA and was quite pleased with both himself and with the fact that the software was organized and commented enough to make this possible.
The 40% increase in production was unusual given that no changes were made to the process or the process equipment. The previously intractable limitation of one batch at a time was eliminated by writing a new program. Some other problems such as the complexity of the database and the link to the mainframe were also solved by doing this project. The HMI was dramatically improved from the standpoint of being redesigned to address numerous issues that had been thorns over the years. The retention of all the field wiring and I/O cards significantly lowered the cost of the project. The customer reported this was one of the most cost effective upgrades ever done at any of its five plant locations.
FURNACE COMBUSTION CONTROL
Executive Summary:
A new control system was needed for the melting and holding furnaces at a casting operation. The old one had been destroyed by fire and so the design-build cycle was compressed to weeks. The old controls were of limited use in determining the control strategy and sequence of operation. Research on furnace combustion was conducted and a cascade PID control loop strategy was found in a research paper and adapted to this project. Kredit Automation is experienced in process control and PID loop programming and quickly designed a program to leverage the combustion strategy. In less than a month the plant was melting and casting again, in full production.
Project Details:
A fire consumed the control room and control systems for both furnaces. Fortunately no one got hurt but the control panels and operator stations were obliterated and production ceased. Fortunately, the two furnaces themselves were not severely damaged and could be run after some repairs to valves and other instruments—but only after a complete new control system was created and a complete rewire was done. A new gas train was also needed on one furnace.
Kredit began the project the same day as the fire. A new panel was designed and produced with a ControlLogix L71S safety controller. A survey of available papers and textbooks was done to locate helpful information on a control strategy. An innovative cascade PID control strategy was discovered that had been done on similar furnaces and which could be adapted for these furnaces. The ControlLogix programming for this combustion control was written. New operator interfaces with graphic screens were created in a Rockwell PanelView Plus operator station. The system was completely rewired and new air and gas valves installed along with new instruments.
The melting furnace is where large aluminum ingots as well as various types of scrap aluminum are melted down. The holding furnace is where the molten aluminum is buffered and maintained at temperature next to the cast pit. The melting furnace is shown in the figure as it actually appeared at the start of the first melt under the new control system.
The theory of operation of the melting furnace is interesting. The temperature of the bath of molten metal is maintained by a feedback control loop whose output adjusts the setpoint of another feedback control loop that controls the temperature of the upper furnace (which is called the roof temperature). In other words, the bath temperature loop works by adjusting the roof temperature. This is a classic cascade control loop with the bath temperature being the outer loop and the roof temperature being the inner loop. The roof temperature loop in turn regulates the roof temperature by adjusting the setpoint to the air flow controller. In other words the roof temperature works by adjusting the air flow. This is also a cascade control loop with the roof temperature being the outer loop and the air flow being the inner loop. Since both components of this cascade loop are the inner loop of the bath loop, we actually have a triple cascade control loop as the core control strategy of the combustion control. The gas flow loop is ratio’d off the air flow loop to maintain the air to gas ratio. The diagram below is a simplified representation because all the scaling, tracking, manual control, and local setpoint control logic has been removed to make it more readable. This is diagram is actually taken from the function block routine in the ControlLogix program.
Another interesting thing about the melting furnace is the burners are alternated. Some of the hot exhaust air from the furnace is directed in the reverse direction past the entrance to the inactive burner to preheat the ceramic bed at the inlet. Alternating the burners and preheating the inlets increases efficiency and improves emissions compliance. This requires a precise sequencing logic routine that is synchronized with the rest of the continuous combustion control logic routines and PID loops.
The program was fully parameterized (no hard coded values or settings) and included all modes of operation. This means the loops could be run in local setpoint control, manual control, or full auto. Full auto means the setpoints of the two inner loops (roof and air) come from the output of the loop above them in the cascade (bath and roof). Local setpoint control means one of the setpoints is in auto but is in local mode and its setpoint is entered by an operator instead of being a scaled multiple of the output of the loop above it in the cascade. For example, the operators often prefer to run the roof temperature control loop in local setpoint. This means instead of the setpoint being a scaled multiple of the output of the bath loop, the operator directly enters the desired setpoint of the roof temperature. The air and gas loops are in full auto and the setpoint still comes in as a remote setpoint from the output of the roof temperature control loop.
There are other interesting challenges to report. As one might expect, a lot of issues arose around wiring and instrumentation. Kredit Automation gradually took a lead role in supervising and helping with a lot of the work needed to get these systems running again. This was not initially forecast but became a necessity and was well received by the grateful customer.